 13418781512
13418781512 如何解決小于150m的微細(xì)孔加工分析
2022-07-29
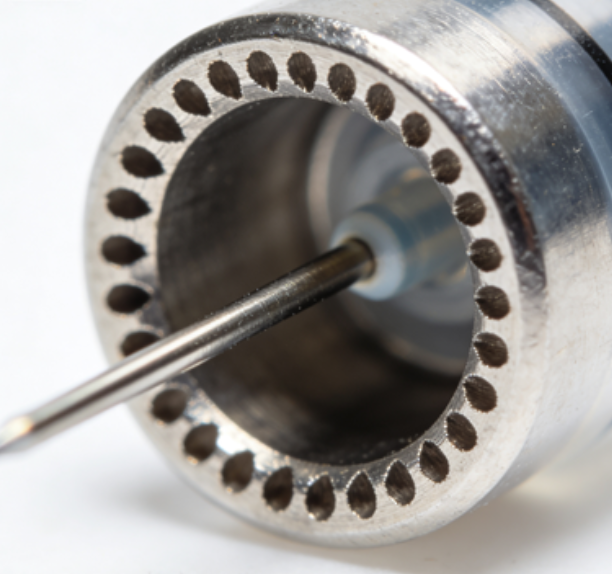
新一代缸內(nèi)直噴技術(shù)是汽車發(fā)動(dòng)機(jī)領(lǐng)域的主流技術(shù),它將燃油通過噴油器精準(zhǔn)地噴入氣缸內(nèi)并與進(jìn)氣充分混合,發(fā)揮每一滴燃油的功效。
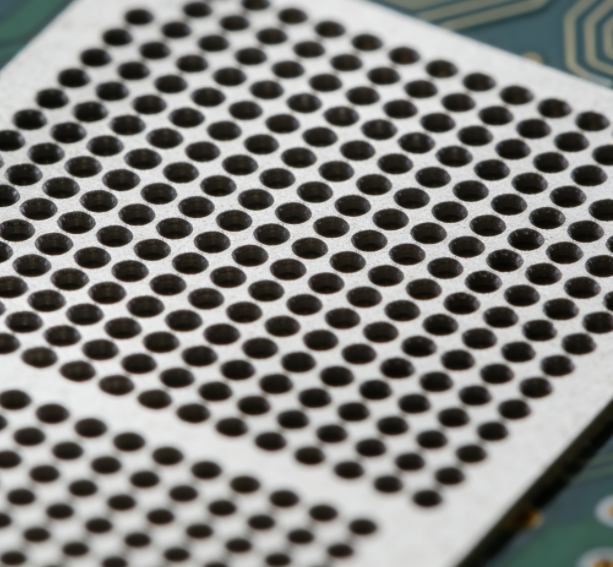
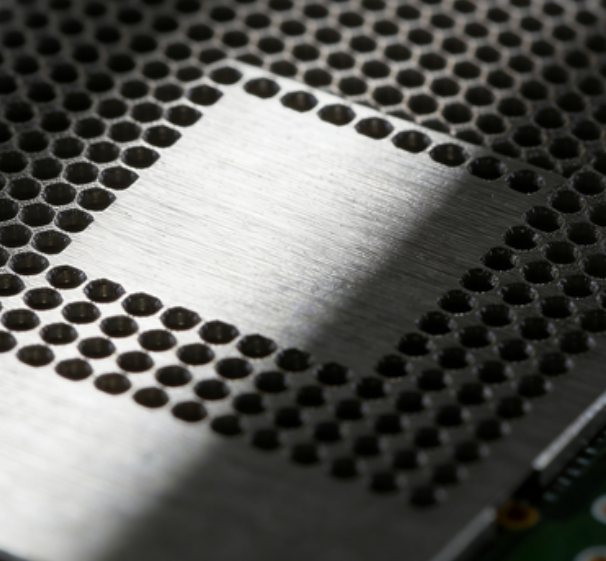
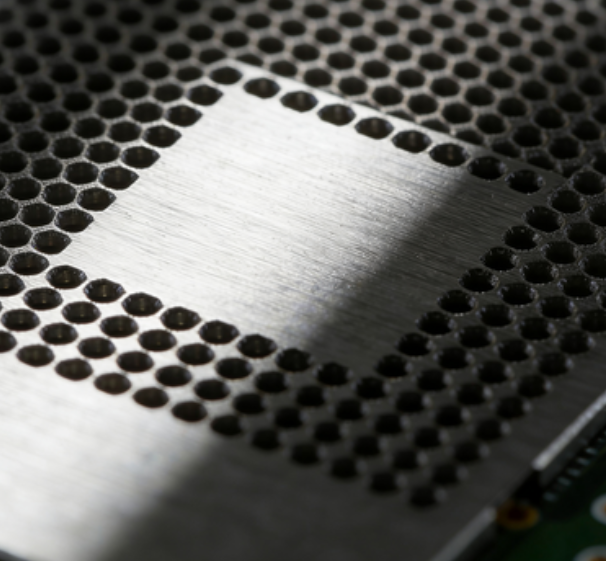
噴油器上分布著微孔,微孔的直徑小于150微米。孔徑、表面粗糙度、位置、形狀等都會(huì)直接影響噴油器的性能,因此都有嚴(yán)苛的加工要求,同時(shí)為了達(dá)到成本效益,還要求每個(gè)微孔的加工時(shí)間控制在幾秒之內(nèi)。

噴油器微孔的加工要求已遠(yuǎn)遠(yuǎn)超出傳統(tǒng)機(jī)械鉆孔技術(shù)的能力,
目前常見的噴油器微孔加工方法主要包括機(jī)械鉆孔、電火花加工、飛秒激光加工三種。
機(jī)械鉆孔成本最高,由于鉆小孔的刀具價(jià)格昂貴,加工過程中易磨損且刀具有斷裂風(fēng)險(xiǎn),直接影響微孔加工的一致性和產(chǎn)品良率,且耗材成本高。
電火花加工雖然在尺寸上比機(jī)械鉆孔稍靈活,但加工效率較低,表面粗糙度不夠理想,尤其是加工表面會(huì)存在重熔層,同時(shí)我們還必須考慮到電極成本以及工藝的穩(wěn)定性。
而飛秒激光由于在加工過程中不產(chǎn)生熱量,加工出的微孔沒有重熔層、毛刺,可以獲得更清晰的銳邊和更優(yōu)異的表面質(zhì)量,從而延長(zhǎng)噴嘴壽命。以直徑150 μm,深度 0.5 mm 的孔為例,對(duì)比電火花加工和飛秒激光的加工結(jié)果:
飛秒激光與我們常聽到的納秒激光、皮秒激光有什么區(qū)別呢?
我們需要先搞清楚時(shí)間單位換算:
1ms (毫秒)=0.001秒=10-3秒
1μs (微秒)=0.000001=10-6秒
1ns (納秒)=0.0000000001秒=10-9秒
1ps (皮秒)=0.0000000000001秒=10-12秒
1fs (飛秒)=0.000000000000001秒=10-15秒
搞清楚了時(shí)間單位,我們就知道了飛秒激光是一種極其超短脈沖的激光加工,所以只有它才能真正勝任高精密加工。
現(xiàn)今,隨著國(guó)內(nèi)外汽車行業(yè)排放標(biāo)準(zhǔn)的逐步升級(jí),對(duì)于噴油器廠商及其OEM的挑戰(zhàn)也越來越大,傳統(tǒng)加工的圓孔已經(jīng)無法滿足客戶的需求,生產(chǎn)商不斷尋求并開發(fā)特殊而新穎的噴孔形狀來試圖達(dá)到要求,飛秒激光加工的靈活性及優(yōu)勢(shì)就愈發(fā)明顯。
不僅僅是汽車行業(yè)的噴油器微孔,微細(xì)小型化是當(dāng)下的一個(gè)明顯趨勢(shì),迫使各行業(yè)的制造商去挑戰(zhàn)精密微細(xì)零件的生產(chǎn),并有效控制每個(gè)零件的生產(chǎn)成本。
工作空間的極致利用:航空航天應(yīng)用的理想選擇
高成本效益的發(fā)動(dòng)機(jī)葉片和燃燒室內(nèi)襯的鉆孔和成型是 Microlution ML-10 的特長(zhǎng)領(lǐng)域,該解決方案是根據(jù)航空航天業(yè)的需求而設(shè)計(jì)的。其占地面積小,可以大大降低每平方米的生產(chǎn)成本。該機(jī)床內(nèi)嵌光學(xué)相干斷層成像(OCT)系統(tǒng),允許非接觸式測(cè)量、穿透檢測(cè)/深度跟蹤、形狀分析和燒蝕實(shí)時(shí)監(jiān)測(cè),眾多益處觸手可得。
簡(jiǎn)化醫(yī)用管材切割的復(fù)雜加工過程
使用超快 MLTC 激光管材切割平臺(tái)可以消除大部分甚至所有的后續(xù)加工步驟。這一用于醫(yī)療設(shè)備行業(yè)及其他應(yīng)用的解決方案的特點(diǎn)是能夠以極高的精度快速精準(zhǔn)地加工金屬和聚合物管材。
實(shí)現(xiàn)優(yōu)異的邊緣和表面質(zhì)量以及筆直的側(cè)壁
創(chuàng)造獨(dú)特的形狀,如負(fù)錐度孔、變形孔(包括圓形入口和橢圓形出口)、星形圖案等。由于該解決方案采用五軸掃描測(cè)頭,可以加工出在機(jī)械設(shè)備上不可能實(shí)現(xiàn)的形狀。
相關(guān)資訊
-
微小件微孔沖壓用伺服機(jī)還是普通機(jī)?差別在哪?
在微小件微孔沖壓加工中,“選伺服機(jī)還是普通機(jī)”是企業(yè)常糾結(jié)的問題——前者設(shè)備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會(huì)不會(huì)嫌量少不接?”這是很多企業(yè)小批量采購(gòu)微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現(xiàn)...
-

微小件微孔沖壓后變形?材料預(yù)處理是關(guān)鍵
微小件微孔沖壓變形,本質(zhì)是材料“內(nèi)在狀態(tài)”與沖壓受力不匹配。針對(duì)不銹鋼、鈦合金、...
-
醫(yī)療級(jí)微小件微孔沖壓,要符合哪些安全標(biāo)準(zhǔn)?
醫(yī)療級(jí)微小件微孔沖壓絕非“精度達(dá)標(biāo)即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產(chǎn)周期?
微小件微孔沖壓交貨慢,本質(zhì)是流程和效率的問題。通過模塊化模具、自動(dòng)化設(shè)備、并行流...
服務(wù)熱線:
聯(lián)系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區(qū)觀湖街道觀城社區(qū)橫坑河?xùn)|村鑫濤源工業(yè)園一樓