 13418781512
13418781512 不同精密微孔加工工藝各有什么優缺點?
2025-05-22
不同精密微孔加工工藝優缺點對比:精準選型指南
在精密加工領域,精密微孔加工工藝的選擇直接影響產品質量與生產效率。不同工藝因技術原理差異,在材料適應性、精度、效率等方面各具特點。

一、激光加工(Laser Micro-Machining)
核心原理:利用高能激光束瞬間汽化材料,實現微米級孔加工。
優勢:
非接觸式加工:無機械應力,避免材料變形,尤其適合玻璃、陶瓷等脆性材料及薄膜、箔片等柔性材料的精密微孔加工。
高精度與靈活性:孔徑精度可達 ±5μm,最小孔徑可至 5μm,支持錐形孔、螺旋孔等復雜孔型,滿足精密加工中多樣化結構需求。
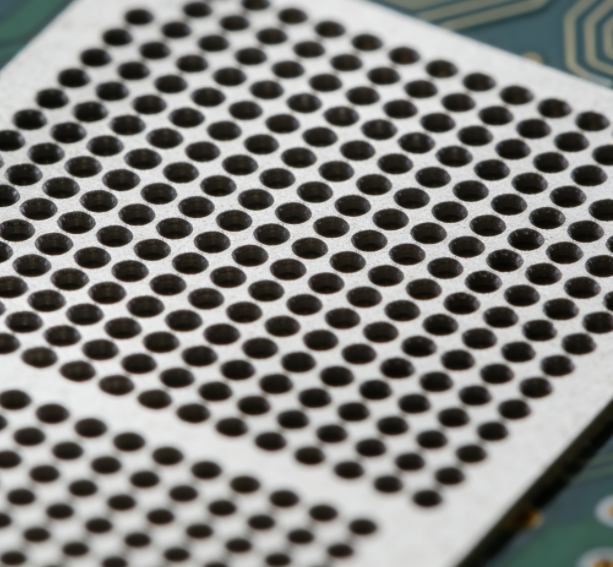
高效批量生產:加工速度快(每秒可完成數十個微孔),適合電子元件(如 PCB 板微孔)、醫療針頭的大批量微孔加工。
局限性:
熱影響區問題:高熱量可能導致金屬材料表面微熔或氧化,影響孔壁粗糙度(Ra≥1.6μm),需后續拋光處理。
厚材料加工受限:對金屬板材厚度超過 2mm 時,深徑比(孔深 / 孔徑)難以超過 5:1,適合淺孔或薄壁件。
關鍵詞適配:激光加工是精密微孔加工工藝中兼顧效率與柔性的優選方案,尤其在非金屬材料的微孔加工中表現突出。
二、電火花加工(EDM)
核心原理:通過電極與工件間脈沖放電腐蝕材料,實現微孔成型。
優勢:
硬材料加工王者:可加工淬火鋼、硬質合金等高硬度材料(硬度≤HRC65),解決傳統機械加工難以突破的材料瓶頸。
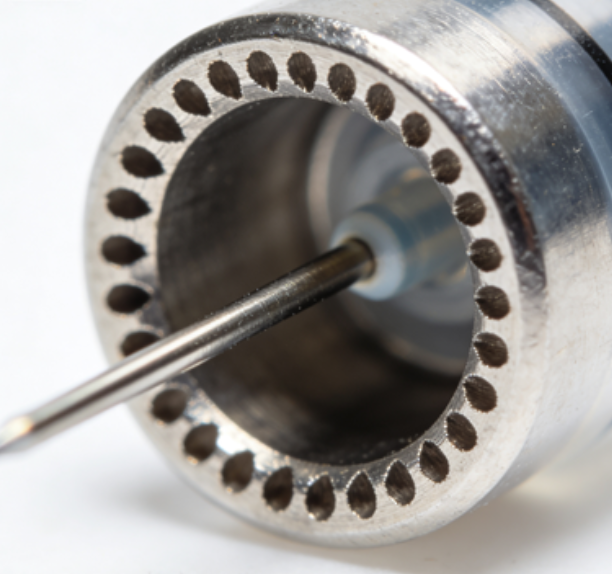
極致精度:孔徑精度可達 ±2μm,表面粗糙度低(Ra≤0.8μm),適合汽車噴油嘴(孔徑 10-50μm)、模具通氣孔等精密微孔加工場景。
電極可定制:通過數控編程制作異形電極,實現盲孔、臺階孔等復雜結構加工。
局限性:
效率與成本痛點:加工速度慢(單個孔需數分鐘),且需定制電極(損耗率約 5%-10%),小批量生產性價比低。
非金屬材料盲區:無法加工塑料、陶瓷等絕緣材料,適用范圍較窄。
關鍵詞適配:電火花加工以 “硬材料 + 高精度” 特性成為精密微孔加工工藝中的硬核方案,尤其適合對孔壁質量要求苛刻的精密加工場景。
三、超聲加工(Ultrasonic Machining)
核心原理:工具頭高頻振動(16-30kHz)帶動磨料沖擊破碎材料,實現微孔加工。
優勢:
硬脆材料友好:專為石英、藍寶石、玻璃等硬脆材料設計,加工過程無熱損傷,保持材料光學特性(如透光率)。
表面質量優異:孔壁光滑(Ra≤1.2μm),無需二次處理,適合光學透鏡安裝孔、半導體晶圓微孔等精密加工場景。
大孔徑兼容性:可加工 50μm 至數毫米孔徑,且深徑比可達 10:1,適合深孔加工(如傳感器腔體微孔)。
局限性:
金屬加工低效:對鋼、鋁等塑性金屬加工效率低,磨料消耗快,成本較高。
設備復雜性高:需配套超聲振動系統與磨料循環裝置,設備投資高于傳統機械加工。
關鍵詞適配:超聲加工憑借 “無熱損傷 + 硬脆材料” 優勢,成為精密微孔加工工藝中光學與半導體領域的優選方案。
四、電化學加工(ECM)
核心原理:利用電解反應溶解陽極材料,實現微孔成型。
優勢:
零應力加工:非接觸式溶解過程,完全避免機械應力與熱變形,適合鈦合金航空結構件、醫用鎳鈦合金支架等易變形材料的精密微孔加工。
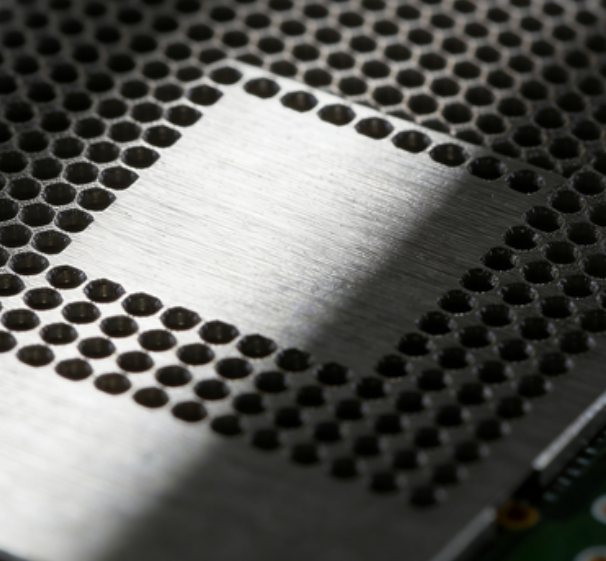
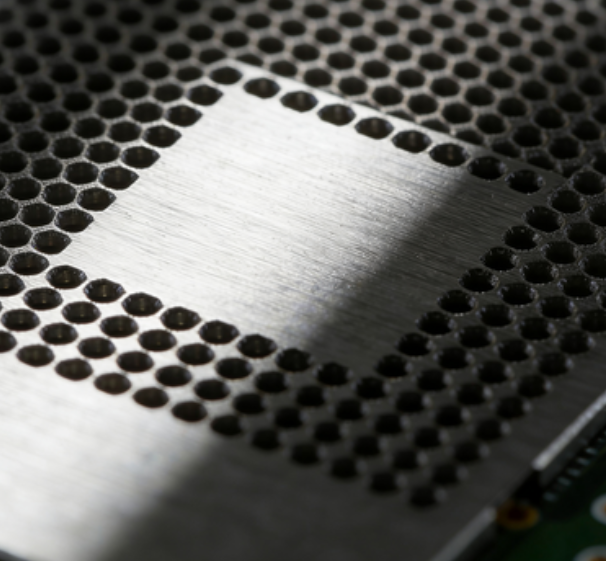
高效群孔加工:可同時加工數百個微孔(如發動機燃燒室冷卻孔陣列),效率比電火花加工提升 5-10 倍。
表面自拋光:電解作用自動平滑孔壁,粗糙度低(Ra≤0.4μm),減少后處理工序。
局限性:
電解液管理難題:需處理強酸 / 堿性電解液(如 NaCl、NaNO3),環保成本高,且易腐蝕設備。
精度天花板:孔徑精度約 ±5μm,難以滿足納米級精密加工需求。
關鍵詞適配:電化學加工以 “無應力 + 群孔高效” 特性,在精密微孔加工工藝中占據獨特地位,尤其適合航空航天與醫療領域的批量生產。
五、微機械加工(Micro-Machining)
核心原理:采用微型刀具(直徑≤1mm)進行銑削、鉆孔,延續傳統機械加工邏輯。
優勢:
低成本入門:設備投資低(約為激光設備的 1/5),適合中小企業小批量試產或科研樣品微孔加工。
材料普適性強:可加工金屬(鋼、鋁)、塑料(PMMA、PEEK)、復合材料,靈活性高。
工藝易掌握:操作門檻低,無需復雜編程,適合非標件定制(如微型流體器件微孔)。
局限性:
精度與效率瓶頸:孔徑精度 ±5-10μm,刀具易磨損(壽命約 500-1000 孔),不適合大批量生產。
小孔徑受限:最小孔徑受刀具直徑限制(≥50μm),無法滿足超微孔(<50μm)精密加工需求。
關鍵詞適配:微機械加工是精密微孔加工工藝中性價比突出的 “入門級” 方案,適合對精度要求中等的中小批量微孔加工場景。
相關資訊
-
微小件微孔沖壓用伺服機還是普通機?差別在哪?
在微小件微孔沖壓加工中,“選伺服機還是普通機”是企業常糾結的問題——前者設備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會不會嫌量少不接?”這是很多企業小批量采購微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現...
-

微小件微孔沖壓后變形?材料預處理是關鍵
微小件微孔沖壓變形,本質是材料“內在狀態”與沖壓受力不匹配。針對不銹鋼、鈦合金、...
-
醫療級微小件微孔沖壓,要符合哪些安全標準?
醫療級微小件微孔沖壓絕非“精度達標即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產周期?
微小件微孔沖壓交貨慢,本質是流程和效率的問題。通過模塊化模具、自動化設備、并行流...
服務熱線:
聯系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區觀湖街道觀城社區橫坑河東村鑫濤源工業園一樓